| 新聞資訊 | 發布日期:2020-8-24 發布者:免费午夜福利视频(yě)精工 |
流延膜厚度(dù)產生誤差(chà)原因分析
擠出複合(hé)流延膜因其環保性能正得到越來越多的使用和關注(zhù)。膜的厚度誤差是衡量產品質量(liàng)的(de)重要標準之一。因此,在生產時應該注意以下工藝(yì)控製點,提高厚度均勻(yún)性,減少誤差。
一般造成厚度(dù)誤差的因素有:
1、螺杆、機筒磨損,螺(luó)杆轉速(sù)不穩定或脈衝共振
這種情況(kuàng)會造(zào)成融熔(róng)樹脂倒流、擠出量波動,使得部分融熔樹脂在流(liú)道內停留時間過長。因此會在設定溫度下,融熔樹脂熱分(fèn)解,其物理粘態發生變化;離開模頭後,無法按模口尺寸成型。
2、擠出機用熱電偶(ǒu)及補償線型號(hào)錯誤、損壞,安裝不良
這種情(qíng)況會(huì)使得生產溫度出錯,在錯誤溫度下,融熔(róng)樹脂(zhī)會熱分解,物理粘態會發生變化(huà);離開模頭(tóu)後(hòu),無法按模口尺寸成型。企(qǐ)業應(yīng)注意熱電偶及補償線(xiàn),使用期限隻有三年。
3、擠出機用電加熱片(piàn)、固態(tài)繼電器型號錯誤、損(sǔn)壞,安裝不良
這種情況同樣會使生產溫度出錯,因此,電加熱片及固態繼電器使用三(sān)年後,需檢測(cè)性能參數和外形(xíng)尺寸。
4、螺杆、機筒、流道、模口等處(chù)的融熔(róng)樹脂被(bèi)高溫燒結(jié)碳化
不按操(cāo)作規(guī)程開機、停機,模口處的融(róng)熔樹脂會被嚴(yán)重碳化。
5、模唇損(sǔn)傷、緊固調節螺栓燒結,無(wú)法調整
模頭每年需要拆開清理、修複,並調整模口尺寸,並更換不(bú)良緊(jǐn)固件。
6、模頭緊固調節螺栓型號參數錯誤(wù)或損壞,安裝不良
擠出機模頭(tóu)等高溫段部分,緊固(gù)件需選用性能參(cān)數12.9級,保證在高溫狀態下緊固件的力學性能。安裝模頭緊固(gù)件時,要使用專用扭力板手(shǒu)或(huò)按工藝要求擰緊(jǐn)緊固(gù)件,緊固件鬆緊要一致。
7、擠(jǐ)出機螺杆、流道(dào)、模頭、過濾聯接段等(děng)設計缺餡
依據擠出量大小合理設計工藝尺寸,合理設計流道,設法避(bì)免樹脂熔體破裂。
8、PP、PE樹脂型號錯誤或未按(àn)材料工藝要求操(cāo)作
9、矽膠壓輥表麵有缺陷或冷卻不良
10、擠出機螺杆,某段磨(mó)損或有異物
11、擠(jǐ)出(chū)機(jī)螺杆各段,融(róng)熔樹脂狀態不良
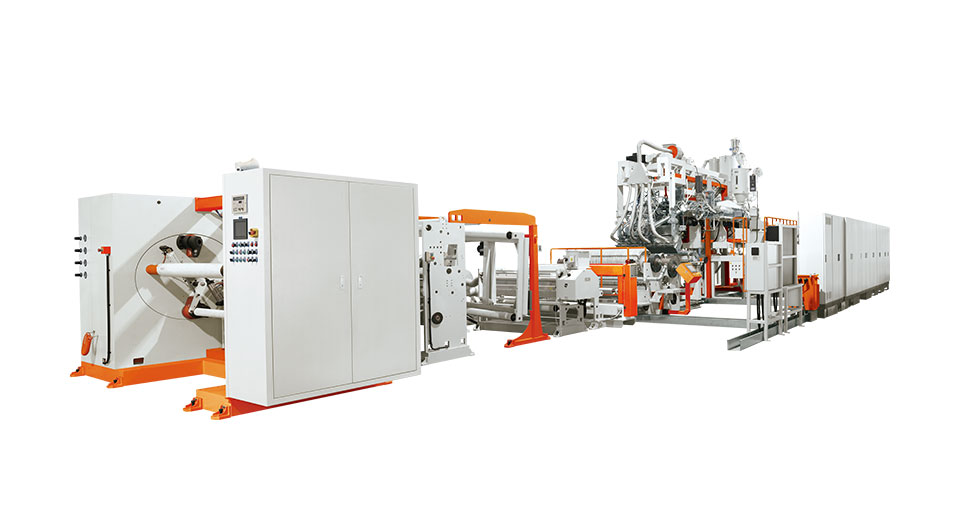
南京住(zhù)野精工機械(xiè)有限(xiàn)公司有專(zhuān)業的流延膜生產線,公司主營(yíng)的流延(yán)膜製造(zào)生(shēng)產(chǎn)線有:TPU熱熔膠膜(mó)生(shēng)產線,CPP/CPE流延膜生產線,EVA太陽能封裝膠膜生產線,PE衛生透氣膜生產線,PVDF流延(yán)膜生產線,PP三維立體薄膜生(shēng)產線(xiàn),醫用(yòng)血液淨化薄膜生產線,多層共擠阻隔膜(mó)生產線,LLDPE纏繞膜生產線等。
公司地址:江蘇省南京市江(jiāng)寧區東(dōng)善橋(qiáo)開拓路11號
聯係方式:025 5183 9686/133 9078 0291